空调器是由制冷剂在压缩机的驱动下而循环制冷的产品,在这种循环制冷的过程中,制冷系统(尤其蒸发器和冷凝器)是密闭的,一旦制冷剂泄漏,不但制冷效果降低甚至丧失制冷能力,同时污染大气,所以保证制冷系统的气密性是空调器生产的关键。
随着社会经济的高速发展,空调已被人们广泛应用于日常生活中,提高了人们的生活环境和舒适水平。空调稳定可靠是非常重要的,特别是保证空调蒸发器和冷凝器(即空调两器)不泄漏才能保证其发挥正常的制冷和制热作用,所以必须在生产上保证其不泄漏,降低空调的维修费用和客户投诉。国标GB7725中,要求空调器的制冷系统在正常的制冷剂充灌量下,用灵敏度1*10-6 Pa.m3/s的检漏仪进行试验不泄漏,相当于一年泄漏少于2克/年。因此,空调两器的泄漏控制是各空调厂家直面和重视的问题。早期各厂家采用的检漏方法有水检气泡法、肥皂泡法、卤素检漏法等,随着空调市场竞争的加剧,这些检漏工艺已远远不能适应市场的需求,而被逐渐淘汰。为了保证空调两器检漏的可靠性、稳定性和高效率,同时降低用工成本,各生产厂家都开始关注空调两器自动化真空箱氦检工艺。作为专业的氦检团队,博为进行了空调两器自动化真空箱氦检工艺的探索与实践。
氦检漏法
氦质谱检漏法是采用氦气作为示漏气体,由于氦气的荷质比小,在检漏过程中不受其它气体的干扰,因此,它是一种反应灵敏,能检出极微小漏孔的绝对选择性检漏方法。它的最小可检漏率为10-12Pa.m3.s-1。
运用质谱原理制成的仪器称为质谱仪。质谱仪原理是:通过其核心部件质谱室,使不同质量的气体变成离子并在某种场中运动后,不同荷质比的离子在场中彼此分开,而相同荷质比的离子在场中汇聚在一起,如果在适当位置安置接受器接受所有这些离子,就会得到按照荷质比大小,依次分开排列的质谱图,这就是质谱。专门设计的把氦示踪气体进行检漏的质谱仪称为氦质谱检漏仪。氦质谱检漏仪的原理是,当一个带电质点(正离子)以一定速度V进入均匀磁场的分析器中后,如果速度V的方向和磁场H的方向相垂直,它的运动轨迹为圆,不同质合比(m/e)的粒子在磁场中有相应的运动轨迹,这样,不同荷质比的带电粒子在磁场运动后会分开,如果在粒子运动路径中安装一块挡板将其他粒子挡掉,而在氦粒子的运动路径开一个狭缝而被接收极接收形成氦离子流。并经过放大器放大而被测量仪指示出来。检漏时,氦气进入检漏仪氦质谱室中,使仪器发生灵敏的反应,产生检漏的作用。
由于空气中氦气极少,氦质谱仪的本底电流及噪音也很少,因此可将示漏氦气的信号尽量放大而不怕空气的影响,这样可以测出极为弱小的讯号,从而检出极小的漏孔;由于氦气是惰性气体,具有分子小,质量轻,扩散快,穿透性强,响应快且稳定,加之不起化学作用,不污染工件,操作安全等特点,导致使用氦质谱检漏仪技术(简称氦检技术)日益受到重视而被广泛应用在空调两器生产上。
目前氦检技术在空调两器生产中的应用情况
由于氦质谱检漏仪具有灵敏度高、反应快、精确度高、准确定位、安全等绝对优势,其它水检等检漏方法已逐步被取代。目前空调器生产用氦气做示踪气体的氦检漏方法包括吸枪法和真空箱检漏法。
吸枪氦检法是在工件内充入氦气,用氦质谱检漏仪的吸枪嘴在待检工件表面扫描,吸枪吸入的气体经节流后流入检漏仪质谱室,根据检出的氦气分压强的大小来判断漏孔的有无和大小。这种方法具有较高的精度。但它也有其明显的不足之处。①需要逐步检漏漏点,而空调器的焊点多达几百处,所以单独使用效率低;②吸枪法的精度与多种因素有关,如果吸枪与漏孔距离大于10mm时,所检漏率只有实际漏率的3~5%,如果吸枪的移动速度达到16mm/s,灵敏度将降到30%。由此可见,操作不当极易产生漏检;③吸枪法只能测单个漏点是否超标,而不能判断整体漏率情况。因以上几点不足,实际生产中,吸枪法一般配合真空箱法使用,当真空箱法检出不合格工件时,用吸枪法来找出不合格件的漏点所在。
真空箱法是将充有氦气的工件放入箱内,然后对箱内抽真空,用氦质谱检漏仪探测真空箱内的氦气质量,推算出工件的实际氦漏率,该方法检漏便于迅速判断工件有无泄漏,可以称为“把关式”检漏法。在正常情况下,可以保证不漏检,真空箱设备的氦质谱检漏仪精度可以达到10-12Pa.m3.s-1(He)。实际生产中,由于考虑生产节拍(20~30秒),一般可以检漏率为4X10-7Pa.m3.s-1。相当于0.5g/年(R22的漏率),完全满足家用空调器的检漏需要。真空箱氦检法的缺点是不能发现工件的具体漏点,所以需增加吸枪法来找出不合格件的具体漏点。
目前空调两器真空箱氦检系统形式虽各有不同,但梳理其共性,基本如下图所示:
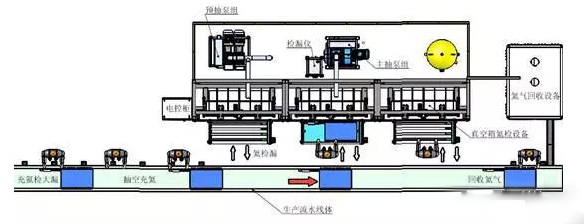
该氦检系统由三部分组成:
1、 耐压预抽设备,向被检工件充入高压氮气,检测工件是否有大漏,工件无大漏再将工件内部抽为真空,并充入氦气;
2、 真空箱检漏设备,由设备自动检测工件的漏率,并判断是否有漏。真空箱检漏部分是本系统的核心,其工件简介如下:将被检工件(上道工序合格)放入真空箱,由PLC控制关开箱门,对真空箱内抽空,检漏仪自动检漏,箱内充气开箱门,取出工件;
3、 氦气回收设备,不漏的工件接入该设备自动实现氦气回收,现实氦气的循环使用。
该氦检系统可以实现以下功能:
1、对工件实行高精度的整体检漏;2、对工件管路系统进行耐压试验;3、通过抽真空减少系统内的水分;4、在真空箱检漏之前可预检大漏。
由于空调两器结构焊点多,管路长,用此氦检系统取代原来的水检后,大幅度提高了产品的检漏精度,减少漏检的几率,生产效率明显提高。
然而,社会总是不断变化和发展的。随着用工荒、用工成本高的日益加剧,以及工业“4.0”时代的到来,目前该氦检系统的自动化程度明显不足,使用厂商要求变革的压力越来越大。主要问题有:1、该系统的各工位间衔接自动化程度低,要靠多名人工反复插拔接头,搬运工件进出真空箱;2、用工量大,劳动强度高;3、氦检测效率制约整条产品生产线的效率。
自动化真空箱氦检氦检工艺的探索与实践
根据目前氦检系统的种种不足,我们优化了氦检设备布局,改善工件流水线的物流走向,把真空箱改为隧道式结构。设备主要由真空箱检漏系统;充高压气体、抽空、充氦三合一装置;空调两器输送线;回收系统;电器控制系统等组成,具体构成如下:
真空箱检漏系统主要由检漏仪、真空箱体、真空泵组、真空测量装置、真空阀门、气动开门装置、安全光栅、不锈钢管道和机架等组成。
充高压气体、抽空、充氦三合一装置和回收系统主要由电磁阀、真空泵、储气罐、压缩机、压力和真空测量装置以及管道等组成,能对工件进行大漏检测试验,并进行充氦回收等处理。
空调两器输送线主要由铝型材、三倍速链条、驱动电机、升降机、辊筒、工装板等组成。
整套使用PLC自动化控制,触摸屏显示信息流程,自动化控制流程如下:
① 操作员(或机械手)将工件放置工装板上,连接工件,启动按钮,工件随流水线运行至下一工位。工件在工装板上连接,多工件接口汇总成一个接口,方便实现工件接口的自动对接,并实现了一箱多检,大大提高了氦检效率;
② 工件连同工装板运行至充高压气体、抽空、充氦三合一工位,充气接头与工装板上的汇总接头自动对接,完成检大漏抽空充氦,完成后接头自动脱落,工件随流水线从真空箱前门进入,进行氦气检测,完成后箱门垂直提升打开,箱内动力辊筒启动,工件从真空箱后门出来;
③工件氦检完随线体运行出真空箱后,判断合格的、不合格的工件按图1所示分开运行至下一个工位;
④合格工件运行至回收工位,对工件内的氦气进行真空法回收,循环使用。回收工位自动接上接头,检测工件内压力小于设定值时报警,接头自动脱落合格产品下转;
⑤工件运行至下料工位,人工(或机械手)将工件取下氦检线体,空载工装板继续随线体下转至升降机,由底层输送线将工装板返回上料工位;
⑥不合格工件随线体运行至返修小屋,找出漏点返修后的空调两器随线体运行至上料工位重新按上述流程氦检。
这样就捋顺了物流,减少了工件等待时间,避免了人工搬运进出箱体。通过自动耐压预抽设备,与多个被检工件自动连接、断开,减少了人工插拔接头次数。
通过此次实践,我们很好地解决了目前氦检设备普遍存在的不足。工件从上料工序到下料工序基本可以实现无人化运行,相同产能的一条生产线可节约人工8-10人,且生产效率不在成为整条产线的生产瓶颈。
氦检漏技术在空调两器生产中的应用已成为主流技术,它大大提高了产品的检漏精度,减少了漏检几率,可靠地保证了产品质量,并且可以拓展到其它行业应用,满足了社会产业转型,自动化氦检技术和检漏效率越来越高的需求。

 关注博为光电
关注博为光电






.png)

.png)